

精车丝杆与辊压丝杆的区别
时间:2020-10-29 09:08:54
丝杆可以用于很多机械产品上,也是螺旋升降机上的重要核心零件之一。丝杆的加工精度,加工方式,加工工艺都对后面的使用有影响。
梯形丝杆加工方式分为两种:1辊压,2车制。
辊压的丝杆:由辊压成型设备机把材料挤压成出丝杆螺牙,挤压过程中有形变,所以丝杆的螺牙没有什么加工精度可言,承载能力低,当驱动螺旋升降机运行时,容易出现于蜗轮和螺母内螺纹配合不好而产生的晃动问题和磨损严重问题,输入转速快会导致丝杆的不稳定,弯曲以及异响问题。
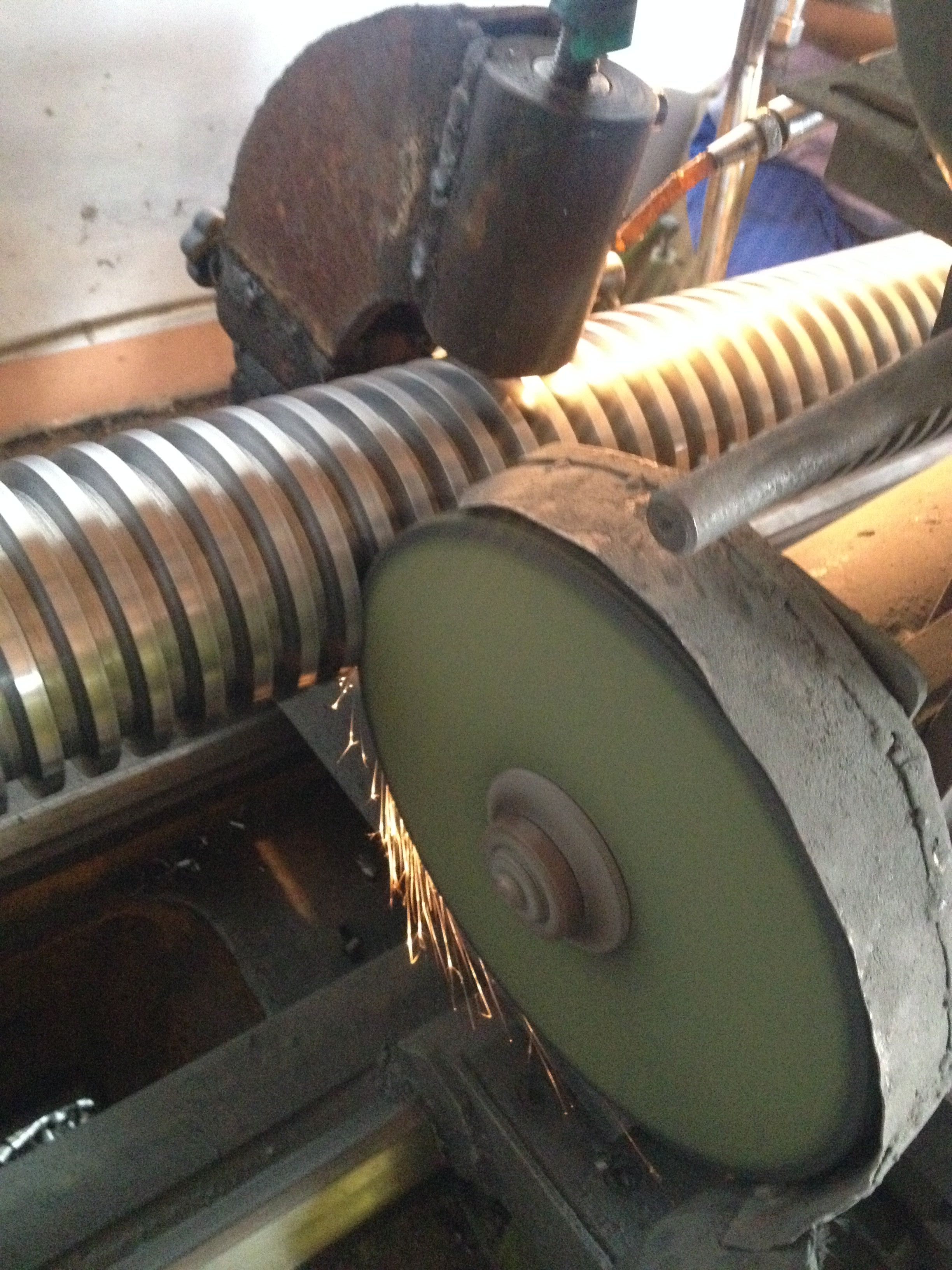
精车丝杆:先把圆钢调质,后由滚刀车制而成,能保证丝杆加工精度,螺距尺寸标准,氮化后的硬度为HRC25-30,相对同样粗同样长的辊压丝杆,承载能力高。加工丝杆的同时会连同蜗轮与螺母的内螺牙一同车制出来,随后进行磨齿处理,这样配合度更加好,运行平稳,机械音低。
两种丝杆所装配出来的机器,车制丝杆升降机的寿命会长很多。多数厂家或者专门做组装的小作坊为了节省成本,还是会选择辊压丝杆多一些,因为供应商供货快,丝杆不做任何处理,造价也低一些,但是后续使用中的频繁故障,频繁更换零件也是一件非常麻烦的事情。
建议在您选择螺旋升降机时,把质量和加工工艺,使用寿命放在第一位,再对价格进行比对,尽量选择正规厂家生产的机械产品。
德载传动愿为每位咨询者提供全面的螺旋升降机介绍及其选型依据,有需求可致电公司客服人员或网页留言。